Na Internetu koluje řada návodů na eloxování, leckdy s dosti různými údaji. Proto zde popíšu postup, který jsem sám vyzkoušel a zdá se, že celkem funguje. Nejsem chemik, tak odborníci laskavě prominou moje nepřesnosti. Předem ale upozorňuju, že v domácích podmínkách je to trochu alchymie a nemusí vždy dojít k opakovatelnému výsledku, takže když vám to podle mého postupu nepůjde, tak mě nekamenujte a zkuste sami experimentovat. Mě také nic jiného nezbylo ;).
1) Povrchová úprava: zde bych upozornil, že elox nezakryje žádné povrchové nedostatky, může to být jedině horší. Pro matný povrch postačí přebrousit jemným brusným papírem 400 - 600 ve vodě, pro lesklý povrch pokračujeme jemnějším papírem a nakonec přeleštíme kotoučem. Pokud už je povrch v odpovídající kvalitě, stačí ho odmastit třeba benzínem. Na upravený povrch už dále nesaháme rukama!
2) Moření: ve většině návodů je další fáze moření v 10 - 20% roztoku hydroxidu sodného (NaOH) po dobu 10 - 30 vteřin. Tím se rozpustí poslední zbytky mastnost a jemně naleptá povrch. Zjistil jsem, že matný broušený povrch leptáním zmatní ještě víc, zatímco dobře vyleštěný povrch se viditelně neodleptává a zůstane lesklý. Pokud jsme povrch těsně před eloxováním mechanicky opracovali, lze tuto fázi s klidem vynechat.
3) Eloxování: provádí se v různých kyselinách sloužících coby elektrolyt, já jsem použil 15% kyselinu sírovou (H2SO4), kterou jsem získal naředěním z koncentrované 96% kyseliny (ano, při ředění má jít kyselina do vody, ne naopak). K namíchání lze použít i běžně prodávanou akumulátorovou sírovku, která má asi 30%. Měla by se správně používat destilovaná voda, což jsem nedodržel. Zlý jazykové tvrdí, že běžně prodávaná destilka je jen trochu demineralizovaná, ale rozhodně ne čistá H2O. Lepší než voda z vodovodu by byla jistě dešťovka, ale zrovna na potvoru nepršelo.
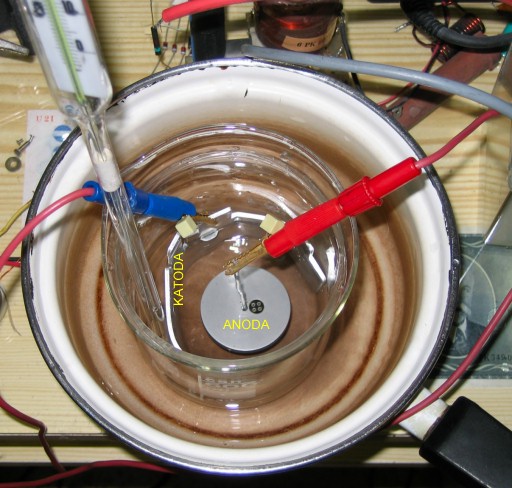
Kyselinu nalejeme do kádinky, kam umístíme eloxovaný předmět jako anodu a kus čistého hliníkového plechu přibližně stejné nebo o něco větší plochy jako katodu. Já jsem plech ohnul do válce, aby zhruba pokryl stěny kádinky. Zde může nastat trochu zádrhel, jak nakontaktovat eloxovaný předmět, který bude celý ponořený. Přívodní drátek musí být z takového materiálu, aby se v kyselině nerozpouštěl, takže zase třeba hliník. Letmý dotek drátku z kterého bychom udělali háček nemusí být dostatečný, protože se taky eloxuje a přestane mít vodivý kontakt. Nejlepší je, když má eloxovaný předmět v sobě nějakou montážní díru. Já mám na víčku od LED baterky díru se závitem M3, takže jsem vzal kus 2mm hliníkového drátu, rozplácl ho kleštěmi, opatrně našrouboval do závitu a kontakt to mělo dobrý.
Během procesu eloxování je třeba hlídat teplotu kyseliny, která by neměla překročit 20°C, jinak bude vrstvička pórovitější a měkčí. V létě je těžké teplotu uhlídat jinak než ponořením celé kádinky do hrnce s ledovou vodou. Po celou dobu jsem hlídal teplotu rtuťový teploměrem, vystoupala z počátečních 15°C na 18°C na konci.
Pro napájení je ideální regulovaný stejnosměrný zdroj 0 - 30 V / 0 - 5 A s proudovým omezením, ale lze to zvládnout i bez proudového omezení s hlídáním podle ampérmetru. Při eloxování jsem použil proudovou hustotu (na povrchu předmětu) asi 20 - 25 mA/cm2. Během prvního pokusu jsem měl proudovou hustotu příliš malou, jen 8 mA/cm2 a oxidová vrstva se vůbec nevytvořila. Po připojení zdroje opatrně zvyšujeme napětí a ampérmetrem hlídáme proud, abychom nepřekročili danou proudovou hustotu. Ze začátku bude proud rychle klesat (jak se na předmětu tvoří izolační oxidová vrstva) a tak bude nutné napětí zvyšovat. Po pár minutách jsem se dostal na napětí asi 17 V, kde byl proud poměrně stabilní. V kyselině by měly být vidět bublinky vystupující z elektrod a to po celou dobu procesu. Po jisté době začne proud opět narůstat, zřejmě začne docházet k částečnému rozpouštění oxidové vrstvy a tím poklesu izolační pevnosti. To je pravý čas, kdy vypnout proud. Doba eloxování při takové proudové hustotě obvykle trvá 20 - 30 minut. Po té eloxovaný předmět vyjmeme a důkladně propláchneme vodou. Je dobré ho nechat chvíli vymáchat ve vodě s trochou zásadité přísady, aby se zneutralizovaly zbytky kyseliny.
4) Barvení: já jsem se do barvení zatím nepouštěl a ponechal sem přirozený vzhled. K barvení lze použít např. textilní barvy DUHA nebo potravinářské barviva. Předmět se v barvicím roztoku nechá vylouhovat 10 - 30 minut či déle podle požadovaného odstínu. K sobě patřící součásti je tedy dobré barvit všechny najednou.
5) Uzavření pórů: se provede jednoduše převařením ve vodě těsně pod bodem varu asi na 90°C po dobu 1 hodiny. K tomu jsem použil indukční vařič Rohnson R-223 nastavený na 80°C, skutečná teplota lítala někde mezi 85 - 95°C. Po uzavření už předmět nepůjde přebarvit nebo dobarvit a také by při otěru neměl barvit kůži, což se ale prý v praxi někdy stává. Lepšího uzavření by mělo jít dosáhnout s příměsí 5% roztoku octanu nikelnatého. Vzhledem k tomu, že jsem nebarvil, tak jsem neřešil.
Po ukončení eloxování se o vlastnostech vrstvičky oxidu hlinitého můžeme přesvědčit ohmmetrem - ani při silnějším přitlačení hrotů na povrch by neměl ukázat měřitelný odpor nebo šroubovákem zkusit do nějakého skrytého místa rýpnout. Je opravdu třeba přitlačit, aby se vrstvička proškrábla. Zatím jsem takto pokusně eloxoval kus drátu a víčko od LED baterky, později i celý její povrch. Pokud možno, je dobré eloxování provést hned na začátku před sestavením dílů, protože izolování nehliníkových částí před účinky bublající kyseliny se provádí dosti obtížně.
 |